| 品牌 | SHIPU |
|---|---|
| 标准 | 国标 |
| 材质 | 高密度聚乙烯HDPE |
| 叉车方向 | 四面进叉 |
| 耐温度 | -35℃-+85℃ |
| 型号 | 齐全 |

赛普塑料制品有限公司长年专业从事生产、销售 江西赣州物流周转箱。专业性强、产品齐全、给客户提供合理的价格、优质的产品,真诚的服务理念、完善的服务体系。公司一贯坚持“质量di yi,用户至上,优质服务,信守合同”的宗旨,凭借着高质量的产品,良好的信誉,优质的服务,以质量为保证、产品畅销全国。竭诚与国内外商家双赢合作!我们用激情与毅力打造品牌,用良心与责任坚守质量,用勤奋与智慧开拓创新,用拼搏与汗水续写辉煌………诚为业之基,信为商之魂!



附注:塑料水箱储罐接口、配管及补强套使用说明书
本容器出厂前安装的接口或法兰,在运输过程中会松动甚至损坏,在收货及安装前务必检查是否完好。
容器之间连接或外接管道,需采用柔性或U字形连接并应用支架托住,管道及接口上不得受力,以防容器盛装液体时的压力及管道重量损坏接口和容器本体。
在接口和管道安装完毕后,必须试水,检查桶体及接口和管道的连接是否有渗漏。
接口和管道部份应每月检查,发现异状情况应及时检修。
我司之补强套为250mm、1.5mm的冷轧钢板;安装要在容器没装液体时进行,松紧度以在桶体上不掉下来为宜;在长途运输及搬运过程中补强套油漆面会有损伤,故安装好后须重新油漆,以增长使用寿命,且要在紧固螺杆及螺帽上涂上黄油,以免锈蚀影响强度。



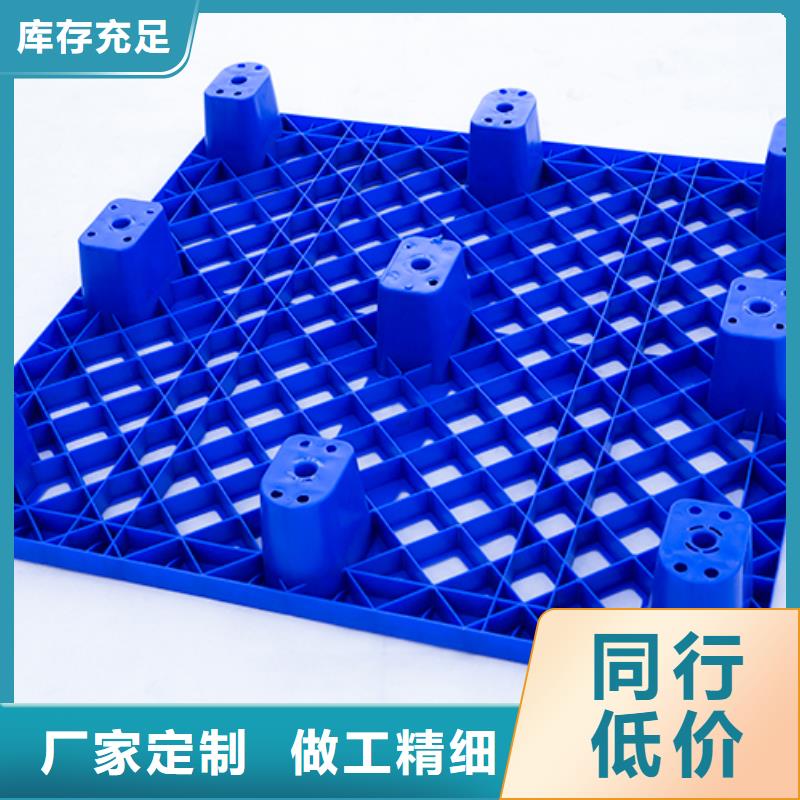
目前国内塑料托盘的制造方法主要有注塑、吹塑两种生产工艺,蓝色新料塑胶踏板,它们有什么区别?又有怎么的使用特点呢?在哪种环境下改使用哪种托盘呢?
生产设备
注塑托盘采用大型注塑机一次注塑成型,产品结实耐用。吹塑托盘采用吹塑机中空吹塑成型,但在制造的过程中下料较多;就单个产品制造时间来说,注塑的托盘时间更短些
产品结构
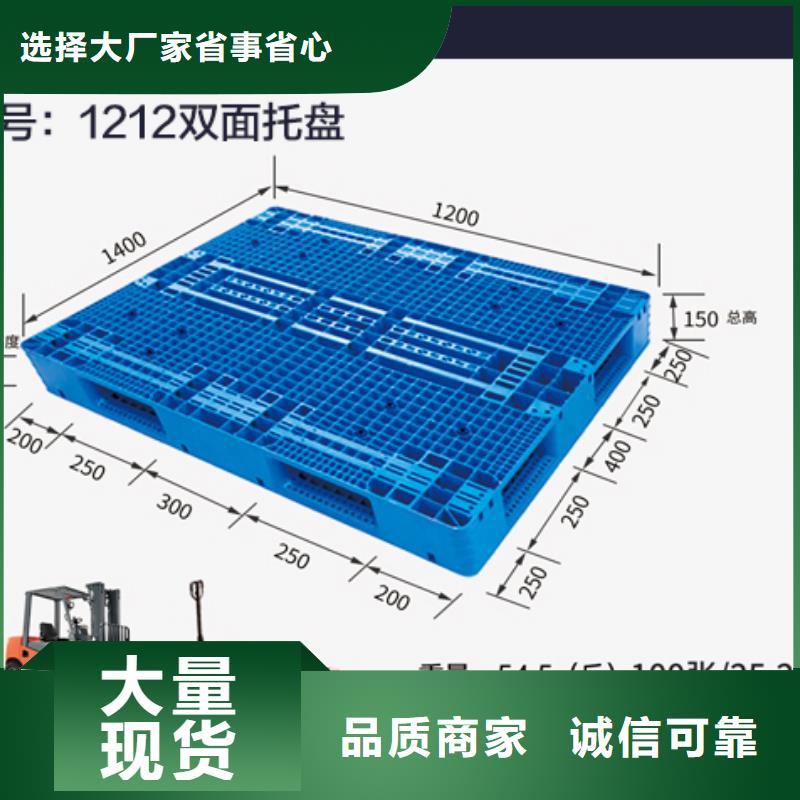
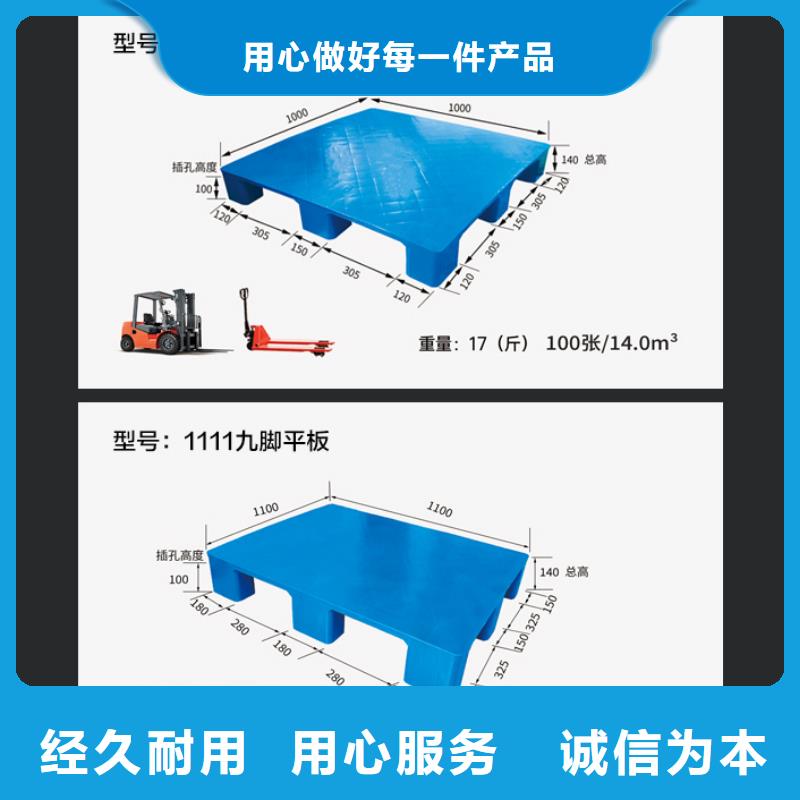
吹塑托盘外观表面会有吹塑孔,中间全部空置,只能生产双面托盘,不能生产单面托盘,网格防潮板塑料托盘,而且产品进叉使用方向一般是两向进叉使用;而注塑托盘外观表面可以分为平板、网格等形状,底部有川子、田字、七角、九脚等多种结构,产品单面、双面都可以生产,平板托盘塑料托盘,可以满足不同行业的客户需求使用。灵活性更大些。



其特征在于该方法包括以下步骤:
以高密度聚乙烯和高密度聚丙烯为原料,分别将两种原料粉碎成粒度为2~6毫米的颗粒,清洗后在100~120℃烘干2~4小时,得到干燥固体原料;
将上述两种干燥固体原料混合,混合比例为:再生高密度聚乙烯占原料总重的重量百分比为10~30,全新高密度聚丙烯占原料总重的重量百分比为90~70,得到原料混合物,在原料混合物中分别加入占原料混合物重量百分比为2~6的弹性体增韧剂、占原料混合物重量百分比为0.5~3的交联剂、占原料混合物重量百分比为0.5~2的流动助剂以及占原料混合物重量百分比为0.5~0.6的有机颜料,混合均匀,得到混合物;
使上述混合物在2万克至4万克的注塑机中,经柱塞料筒中100℃~220℃反应后注塑成型,模具温度为20~50℃,注射压力为80~140MPa,保压压力为注射压力的30%~60%,背压为5~20MPa,得到塑料托盘。